

Premium File
160 Q&A
$76.99$69.99
ASQ CQE Exam Questions & Answers, Accurate & Verified By IT Experts
Instant Download, Free Fast Updates, 99.6% Pass Rate
CQE Premium File: 160 Questions & Answers
Last Update: Jul 22, 2026
CQE Training Course: 347 Video Lectures
$74.99
ASQ CQE Exam Screenshots
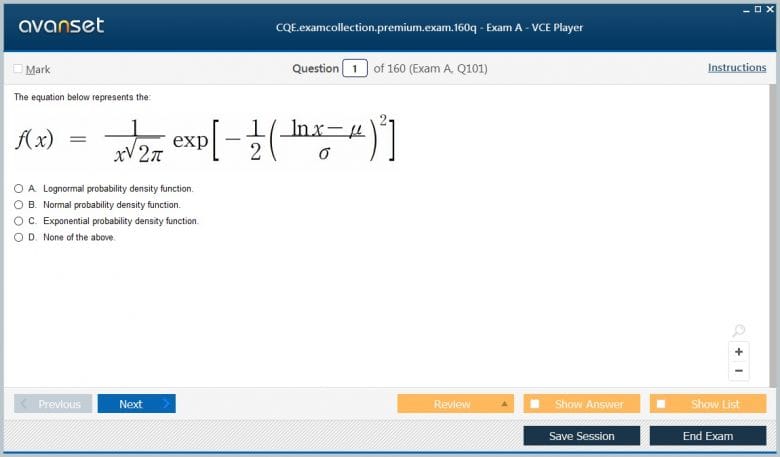
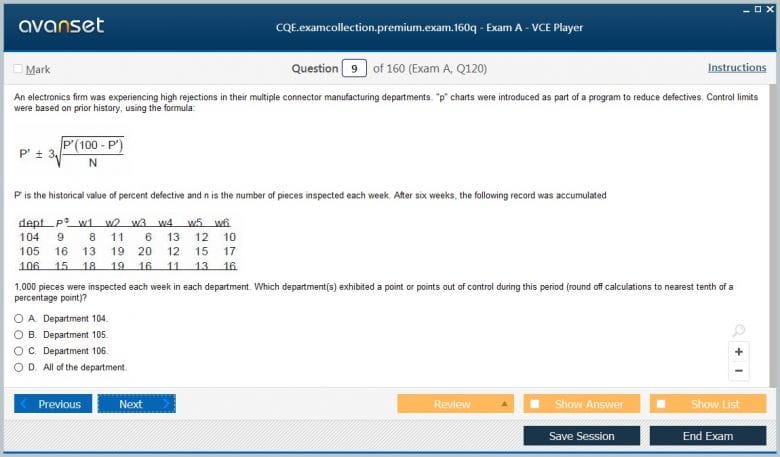
ASQ CQE Practice Test Questions in VCE Format
| File | Votes | Size | Date |
|---|---|---|---|
File ASQ.passguide.CQE.v2026-05-28.by.jonathan.97q.vce |
Votes 1 |
Size 221.21 KB |
Date May 28, 2026 |
File ASQ.Certkiller.CQE.v2019-04-16.by.Donna.95q.vce |
Votes 3 |
Size 128.67 KB |
Date Apr 20, 2019 |
ASQ CQE Practice Test Questions, Exam Dumps
ASQ CQE (Certified Quality Engineer) exam dumps vce, practice test questions, study guide & video training course to study and pass quickly and easily. ASQ CQE Certified Quality Engineer exam dumps & practice test questions and answers. You need avanset vce exam simulator in order to study the ASQ CQE certification exam dumps & ASQ CQE practice test questions in vce format.
ASQ CQE Certification Demystified: 10 Expert Tips to Accelerate Your Exam Preparation
The journey to achieving the Certified Quality Engineer credential represents one of the most profound commitments to quality excellence in modern industry. The CQE certification, aligned with the ACD301 framework of analytical competency and decision-based methodologies, symbolizes mastery over the principles, techniques, and professional ethics that drive sustainable quality improvement. Understanding the foundation of this certification is crucial before diving into preparation strategies because it’s not merely an examination—it’s a transformation in the way a professional perceives and enhances processes, systems, and human engagement within a production or service environment.
A Certified Quality Engineer, often considered the backbone of an organization’s operational integrity, bridges technical mastery with strategic thinking. Their role extends beyond identifying product defects or system inefficiencies; it encompasses shaping organizational culture to value accuracy, consistency, and reliability. Those who pursue the CQE credential understand that excellence is not an act but a habit, cultivated through disciplined application of measurement, statistical analysis, and systemic evaluation.
The CQE certification is administered by the American Society for Quality, globally recognized for setting benchmarks in professional competence. However, the ACD301 code emphasizes a parallel focus on data-driven decision-making and analytical design principles. This connection strengthens the candidate’s approach toward problem-solving, equipping them with not only the ability to diagnose quality issues but to design preventive structures that promote long-term optimization.
To understand why the CQE certification holds such prestige, one must first appreciate the evolution of quality engineering itself. Decades ago, the discipline was confined largely to inspection and defect identification. However, as manufacturing, software, and service industries evolved, quality engineering transitioned into a holistic science encompassing design control, process validation, and strategic governance. The ACD301 framework aligns perfectly with this transformation, focusing on integrating data interpretation, predictive modeling, and statistical proficiency into daily decision-making.
The preparation for the CQE exam requires not only intellectual readiness but also a certain mindset that aligns with precision and consistency. Candidates who approach this certification superficially often underestimate the depth of conceptual understanding required. It is not just about memorizing formulas or learning definitions; it is about cultivating a thought process that automatically filters inefficiencies, measures variability, and detects opportunities for continuous improvement. The CQE exam’s structure demands a candidate’s capability to think logically under pressure, apply theoretical models in situational contexts, and interpret statistical outcomes with accuracy.
An aspirant must understand that the CQE Body of Knowledge is vast and interconnected. Every domain—whether quality management, product design, process control, or risk mitigation—builds upon another. The ACD301 dimension of analytical cognition becomes evident here, emphasizing a system-oriented approach where understanding relationships between variables, processes, and human behaviors is more critical than isolated learning. This mindset differentiates a professional who simply passes the exam from one who genuinely embodies the spirit of a quality engineer.
Preparing for the CQE certification starts with recognizing that every quality concept rests on a triad: data integrity, methodological consistency, and decision accountability. The first step toward mastering these principles involves studying the CQE exam blueprint carefully. This blueprint outlines the core domains of knowledge, their percentage weights, and the expected cognitive levels of comprehension. Once a candidate internalizes this structure, it becomes easier to develop a preparation strategy that balances theoretical coverage with application-based understanding.
One of the most crucial phases in CQE preparation is developing fluency in statistical tools and techniques. These include control charts, process capability analysis, hypothesis testing, design of experiments, and measurement system analysis. However, statistics alone do not define quality engineering; interpretation and context do. Therefore, integrating analytical interpretation with business awareness forms the core of the ACD301 methodology. When a professional learns to interpret data not merely as numbers but as patterns that narrate process behavior, they begin to think like a true quality engineer.
Beyond statistical mastery, another area that demands deep understanding is quality management systems. Candidates should study how frameworks such as ISO 9001, Six Sigma, Lean Manufacturing, and Total Quality Management contribute to the evolution of process excellence. The ability to align theoretical principles with organizational practice gives a candidate an upper edge during the examination and later in professional execution. These methodologies form the architectural foundation upon which the principles of continuous improvement and risk prevention are constructed.
A successful CQE candidate also needs to comprehend human factors in quality management. This involves understanding motivation, leadership, communication, and behavioral psychology as they influence quality outcomes. Often, technical engineers underestimate the impact of human behavior on system performance. However, the ACD301 framework integrates human cognition and decision dynamics as essential variables in quality design. Recognizing how leadership styles, communication structures, and cultural influences shape process adherence is indispensable for a Certified Quality Engineer.
Developing the ability to audit quality systems is another defining skill within the CQE domain. Auditing is not about finding faults but about discovering opportunities for enhancement. Candidates preparing for the certification should immerse themselves in understanding the principles of internal and external audits, root cause analysis, and corrective action implementation. These skills, once mastered, can be immediately applied in real-world environments, reinforcing the relevance of what is learned during exam preparation.
Time management plays a pivotal role in CQE preparation. The exam’s extensive question set and the depth of topics require a disciplined study routine. The ACD301 analytical pattern encourages creating a study map where complex domains are broken into manageable units, each revisited through iterative review cycles. This method not only enhances retention but also ensures a layered understanding of interconnected concepts. Candidates who maintain structured discipline throughout their study phase perform significantly better in both comprehension and recall.
The CQE examination is not a test of memory—it is a test of understanding. Many candidates make the mistake of focusing solely on reading handbooks or solving past papers without internalizing principles. True mastery requires applying knowledge to hypothetical situations, thinking critically about potential outcomes, and evaluating the effects of process variations. The ACD301-aligned approach reinforces the importance of scenario-based learning, where conceptual understanding transforms into practical intuition.
Another critical aspect of preparation involves simulation and reflection. Taking full-length practice exams under timed conditions mirrors the pressure of the actual test and trains the mind to operate efficiently. After each simulation, candidates should perform a post-analysis of their performance, identifying weak areas and investigating why mistakes occurred. This continuous feedback mechanism ensures that each subsequent effort is more refined. Over time, this reflective approach develops the problem-solving reflex that defines a Certified Quality Engineer.
Beyond personal preparation, engagement with professional communities can be immensely valuable. Participating in forums, attending webinars, or joining study groups allows candidates to exchange perspectives, learn from experienced professionals, and clarify ambiguities. Discussions often bring forth practical insights that textbooks cannot offer. Within these circles, the ACD301 methodology often surfaces implicitly through shared analytical reasoning and collective interpretation of quality scenarios.
The emotional and mental dimension of preparation should not be overlooked. The CQE exam requires sustained focus over an extended period, and the mental stamina to remain analytical under stress is essential. Candidates are encouraged to maintain a balanced lifestyle—adequate rest, physical activity, and mindfulness practices contribute to cognitive clarity. A calm and disciplined mind processes complex information more efficiently and recalls it more accurately during examination.
The last phase before the exam involves intensive review. Revisiting notes, summarizing key formulas, and re-evaluating past mistakes consolidate knowledge. Candidates must resist the urge to learn new topics at the last moment and instead strengthen their understanding of core concepts. During this phase, it is also advisable to engage in light application exercises—analyzing quality case studies or interpreting data samples—to maintain analytical sharpness.
A deeper philosophical layer underlies the CQE journey: the commitment to quality as a way of thinking, not merely a profession. The certification symbolizes a personal pledge toward precision, ethical responsibility, and professional excellence. It prepares individuals to make data-informed decisions that influence organizational success. The ACD301 essence ties these principles into a cohesive mindset where quality is not inspected into the product but built into the process from the start.
For professionals aiming to achieve the CQE credential, understanding the underlying philosophy is as vital as mastering the technicalities. The ACD301 perspective teaches that systems are not merely mechanical—they are human, adaptable, and evolving. Thus, a Certified Quality Engineer must constantly refine both technical acuity and human understanding to sustain quality in a dynamic environment.
When viewed holistically, preparing for the CQE certification is an evolutionary process—transforming one’s analytical capacity, problem-solving ability, and professional discipline. Those who approach it with patience, structure, and intellectual curiosity often find that the journey itself is as rewarding as the achievement. The ACD301 code acts as a compass, reminding candidates that every analysis, every inspection, and every improvement initiative contributes to a larger purpose—the relentless pursuit of excellence.
Preparing for the Certified Quality Engineer certification requires a deliberate immersion into analytical thinking, one that reflects the ACD301 framework of disciplined reasoning and structured comprehension. While the CQE exam evaluates knowledge across a wide array of subjects, what truly distinguishes successful candidates is their ability to translate conceptual theories into analytical insights. This analytical mastery is not developed overnight; it grows through the continuous cultivation of reasoning, precision, and intellectual endurance.
Every component of the CQE exam is designed to test not only what you know but how you think. The Body of Knowledge encompasses domains ranging from product and process design to statistical analysis, reliability, quality management systems, and leadership. However, beneath these categories lies a consistent expectation: that candidates can interpret data, recognize patterns, and make decisions that sustain quality integrity. The ACD301 mindset emphasizes this integrative thinking, encouraging professionals to see relationships rather than isolated facts.
Analytical mastery begins with an understanding that data is the language of quality. The CQE professional must learn to communicate fluently in this language, interpreting datasets not as abstract numbers but as narratives that reveal operational truths. This involves developing the ability to distinguish between signal and noise, between genuine variation and random fluctuation. The ACD301 methodology integrates statistical reasoning with contextual interpretation, urging engineers to validate assumptions before forming conclusions. This disciplined skepticism forms the backbone of reliability in decision-making.
As candidates prepare for the CQE certification, they should focus on building a habit of analytical inquiry. This means approaching every study topic with a questioning mindset—why does a process behave in a certain way, what underlying variables drive outcomes, and how can inconsistencies be measured or reduced? Instead of passively memorizing content, candidates should reconstruct concepts in their own words and apply them to hypothetical scenarios. The mental exercise of connecting theory with practice strengthens comprehension and enhances recall under examination pressure.
Mathematical and statistical proficiency represents a core competency for every CQE candidate. The exam includes topics such as descriptive statistics, probability distributions, hypothesis testing, regression analysis, design of experiments, and control charts. However, mastering these areas requires more than numerical calculation; it requires understanding their purpose in real-world quality control. For example, using a control chart is not just about plotting data—it is about interpreting process stability, predicting potential deviations, and initiating preventive actions before failures occur. The ACD301 analytical lens views each mathematical tool as part of a larger framework of intelligent problem-solving.
Beyond quantitative analysis, candidates must also strengthen their logical reasoning and systems thinking. Quality engineering involves navigating complex interdependencies where changes in one variable can influence multiple outcomes. This calls for systems awareness—the ability to visualize how process elements interact and how small inefficiencies can cascade into larger systemic issues. The ACD301 approach encourages professionals to model these relationships conceptually before applying technical tools. This method improves diagnostic accuracy and fosters proactive improvement rather than reactive correction.
Developing analytical mastery for the CQE exam also involves exposure to diverse case studies and real-world applications. Reading industrial examples from manufacturing, healthcare, software, and service sectors can broaden one’s understanding of how quality principles operate across domains. Case-based learning helps candidates see how theories like Six Sigma, Lean, or Total Quality Management translate into tangible results. When candidates analyze these examples through the ACD301 framework, they start identifying universal principles of process optimization—patterns that remain consistent regardless of industry.
Memory retention in a high-stakes examination like the CQE is often a reflection of comprehension depth. Superficial memorization fades under stress, but deeply integrated understanding remains stable. To achieve this, candidates should practice active learning strategies such as self-explanation, where they verbalize their understanding of a topic, or concept mapping, where they visually connect related themes. Such techniques engage multiple cognitive pathways, making recall more intuitive. The ACD301 method, rooted in cognitive reinforcement, supports this form of immersive learning by transforming passive study sessions into analytical exploration.
A crucial yet often neglected aspect of CQE preparation is data ethics. Analytical power without ethical discipline can lead to misinterpretation or manipulation of results. Candidates should cultivate intellectual honesty by ensuring that all conclusions drawn from data are supported by evidence. This mindset mirrors the professional integrity expected of a Certified Quality Engineer, where decisions influence safety, reliability, and trust within organizations. ACD301 principles emphasize transparency and accuracy, aligning analytical proficiency with ethical responsibility.
The complexity of the CQE exam necessitates a structured study approach that balances depth with breadth. Candidates should allocate sufficient time to difficult topics like statistical process control and reliability engineering, while ensuring continuous revision of foundational concepts. However, this structure should not become rigid; flexibility allows adaptation to personal learning rhythms and unexpected challenges. ACD301-driven preparation encourages dynamic learning—adjusting strategies based on self-assessment and feedback from mock exams. The ability to evaluate one’s performance objectively and adjust accordingly is an analytical skill in itself.
Another dimension of analytical mastery lies in pattern recognition. Over time, experienced quality engineers develop an instinctive ability to identify recurring issues, systemic bottlenecks, and process inefficiencies. This intuition, although appearing spontaneous, is rooted in extensive exposure to data and reflective analysis. Candidates can nurture this instinct by practicing regular data interpretation exercises, comparing findings with established quality models, and evaluating potential causes of variation. The ACD301 perspective treats this intuition as a cultivated skill—a synthesis of empirical knowledge and cognitive insight.
Language precision is also fundamental in the CQE examination. The phrasing of questions often demands careful reading, as small linguistic differences can change the interpretation of options. Candidates should practice slow, deliberate reading and train themselves to identify keywords that indicate specific analytical contexts. The ACD301 analytical discipline reinforces attention to linguistic detail because clarity in understanding is the foundation of accuracy in response. Cultivating this awareness reduces errors caused by misinterpretation and improves overall test performance.
A key factor in building analytical mastery is consistency. Sporadic bursts of intensive study are less effective than sustained, moderate effort spread over time. Regular engagement with analytical exercises keeps the mind sharp and reinforces long-term retention. The ACD301 philosophy supports structured consistency, advocating for scheduled review sessions and iterative reinforcement of complex topics. When practiced diligently, this approach transforms learning into a habit and habit into competence.
Emotional regulation during study and examination is another pillar of success. Analytical thinking requires a calm and focused state of mind. Anxiety, fatigue, or overexertion can cloud judgment and reduce reasoning efficiency. Candidates preparing for the CQE should manage their physical and mental energy through balanced routines that include rest, hydration, and mindful breaks. This alignment of body and mind enhances analytical clarity and resilience. The ACD301 framework acknowledges the interplay between mental wellness and analytical precision, encouraging holistic preparation that extends beyond textbooks.
An often-overlooked method of reinforcing analytical skills is teaching. When candidates explain a complex concept to someone else—whether in study groups or through self-dialogue—they deepen their own understanding. Teaching compels organization of thought, clarification of reasoning, and correction of misconceptions. This recursive process mirrors the ACD301 philosophy of learning through articulation, where mastery is achieved not by accumulation but by transmission of knowledge.
While preparation techniques are essential, understanding the underlying purpose of the CQE examination elevates motivation. The certification is not simply an assessment of competence; it is a validation of analytical maturity. The ACD301 code associates this maturity with the ability to make balanced judgments under uncertainty, manage systemic complexity, and sustain quality through informed action. Recognizing this broader significance transforms exam preparation into a professional evolution.
Technological tools can further enhance analytical preparation. Software such as Minitab, JMP, or Excel can be used to practice statistical computations and visualize data behavior. However, reliance on technology should not replace conceptual understanding. Candidates must ensure they grasp the reasoning behind each computation. The ACD301 analytical approach encourages symbiosis between human intellect and digital capability—technology as a facilitator, not a substitute, for reasoning.
Collaboration with peers who share the same objective can enrich analytical insight. Diverse interpretations of the same problem expose candidates to alternative reasoning methods, broadening their cognitive flexibility. Discussions stimulate critical thinking and often reveal perspectives overlooked during individual study. The ACD301 structure values collective intelligence, emphasizing that analytical strength grows through shared inquiry and intellectual exchange.
To sustain motivation throughout the long preparation journey, candidates should connect each concept they study to a real-world purpose. When they see how process control prevents defects in manufacturing, or how risk analysis safeguards medical devices, theoretical knowledge becomes meaningful. This contextual learning keeps curiosity alive and reinforces the practical value of analytical reasoning. The ACD301 approach thrives on purpose-driven learning, where every data point and calculation contributes to a tangible outcome.
Finally, reflection completes the cycle of analytical mastery. At the end of each study session or mock exam, candidates should take time to reflect on what they learned, what they misunderstood, and what can be improved. Reflection transforms experience into wisdom. It encourages humility and precision—two qualities essential for every Certified Quality Engineer. The ACD301 framework integrates reflection as a central practice, ensuring that learning is cumulative, deliberate, and evolving.
The pursuit of CQE certification is an intellectual odyssey, one that demands persistence, curiosity, and critical discernment. Analytical mastery is not measured by how many formulas one can recall but by how effectively one can interpret information, anticipate consequences, and make decisions that elevate quality. By aligning preparation strategies with the ACD301 framework of analytical development, candidates lay a solid foundation for success—not just in the exam but in every quality-driven endeavor that follows.
Achieving the Certified Quality Engineer certification requires more than academic understanding; it demands structured discipline, consistency, and mental resilience. The CQE examination is designed to assess not just how much a candidate knows but how effectively they apply and organize their knowledge under pressure. Developing a disciplined study strategyaligned with the analytical philosophy of ACD301 becomes the defining factor that separates an average aspirant from a successful professional. The road to CQE success begins with mastering the art of time, focus, and progressive refinement.
Strategic study discipline is built on purpose. Every Certified Quality Engineer candidate must first establish a clear vision of why they are pursuing the certification. This sense of purpose transforms preparation from a mechanical activity into a goal-driven process. When the end goal is vividly defined, motivation sustains itself even through the most challenging phases of study. The ACD301 framework places strong emphasis on goal-oriented behavior, where clarity of intention fuels precision in execution. Without a sense of direction, even the most detailed study plan loses its meaning, but with purpose, every hour spent studying becomes a deliberate step toward mastery.
Creating a study discipline for the CQE exam starts with understanding personal learning rhythms. Every individual absorbs information differently; some thrive during early mornings, others during late nights. Identifying peak concentration hours and aligning study sessions accordingly ensures maximum cognitive efficiency. The ACD301 perspective recognizes this as the optimization of personal systems, similar to how a quality engineer optimizes a production process by aligning resources with performance peaks. Consistency in study timing conditions the brain to focus automatically, reducing resistance and enhancing retention.
To establish long-term focus, the study environment must be carefully designed. A distraction-free, organized workspace contributes to mental clarity and concentration. The visual and sensory cues around a candidate influence cognitive behavior more than is often realized. The ACD301 analytical model considers the environment as an input variable affecting the process output—in this case, the learning outcome. Candidates who maintain an uncluttered study space, adequate lighting, and minimal digital interruptions find that their capacity to sustain deep focus increases significantly. This consistency transforms study sessions from forced labor into productive engagement.
Developing strategic discipline also involves breaking the Body of Knowledge into manageable portions. The CQE exam covers an extensive range of domains such as quality management, design, process control, reliability, and statistical tools. Attempting to master everything at once leads to cognitive fatigue and poor retention. Instead, candidates should approach learning incrementally, treating each domain as an independent project. By focusing deeply on one subject area before moving to the next, comprehension builds naturally. This sequential mastery mirrors the ACD301 concept of modular learning, where complex systems are decomposed into smaller, optimizable components.
While dividing topics, it is essential to establish time-bound milestones. Setting weekly and monthly targets creates accountability and measurable progress. However, flexibility must accompany structure. Unexpected delays, personal obligations, or difficult topics can shift timelines. A rigid schedule often breeds frustration, whereas an adaptive one promotes sustainability. The ACD301 framework advocates dynamic stability—a balance between discipline and flexibility that allows correction without disruption. Candidates should regularly review their progress and adjust their plan accordingly, ensuring forward momentum without burnout.
The principle of repetition plays a pivotal role in knowledge consolidation. Cognitive science confirms that information reviewed multiple times across intervals is more likely to transfer into long-term memory. For CQE aspirants, revisiting complex statistical concepts or quality models at spaced intervals prevents forgetting and deepens understanding. Repetition should not be mechanical; each revisit must introduce a new layer of interpretation or application. This reflective repetition aligns with the ACD301 approach of iterative improvement, where learning evolves through successive refinement rather than mere recollection.
A vital aspect of study discipline involves creating interconnections between topics. The CQE exam does not test isolated knowledge; it evaluates the ability to synthesize concepts. For example, process control principles intersect with reliability engineering, and human factors influence quality system effectiveness. Candidates who practice linking these ideas create mental networks that improve recall and analytical agility. The ACD301 analytical architecture thrives on connectivity—understanding how variables influence one another within a system enhances both examination performance and real-world application.
Discipline also extends to how candidates engage with study materials. The primary reference for the CQE exam is the ASQ Certified Quality Engineer Handbook, but additional resources such as case studies, online courses, and past exam papers provide diverse perspectives. Reading passively through these materials is insufficient; candidates must engage interactively. Annotating margins, summarizing paragraphs, and self-questioning after every chapter reinforce comprehension. Active engagement with study material transforms learning from consumption to creation, reflecting the ACD301 principle of participatory cognition—where understanding is achieved through active mental construction.
One of the most underestimated strategies in disciplined study preparation is the integration of microlearning. Instead of long, exhaustive study sessions, shorter, focused intervals of 30 to 45 minutes yield better cognitive performance. These concentrated bursts of attention, separated by brief breaks, align with the brain’s natural focus cycles. ACD301’s emphasis on process optimization directly applies here; just as an efficient production line maintains steady throughput without overloading, an efficient learner sustains consistent engagement without fatigue. Over time, this pattern enhances both stamina and retention.
Effective study discipline also requires a strong revision strategy. Revision should not be an afterthought in the final weeks but an ongoing process. As new concepts are learned, previously studied topics should be cyclically revisited. Each review session serves as quality control, ensuring that earlier understanding remains intact. The ACD301 framework parallels this with continuous process verification—ensuring that system outputs remain consistent even as new inputs are introduced. Regular self-assessment and revision maintain intellectual stability throughout preparation.
Mock examinations play a critical role in translating theoretical learning into exam-readiness. Simulated exams replicate the intensity, timing, and complexity of the real CQE test, training the mind to respond under realistic constraints. Candidates should treat each mock exam as a diagnostic tool rather than a performance score. Analyzing wrong answers and understanding the reasoning behind them sharpens analytical insight. The ACD301 principle of corrective feedback applies here—errors are opportunities for calibration, not failures. This iterative testing-reflection cycle strengthens accuracy and confidence simultaneously.
In cultivating study discipline, mental endurance is as crucial as intellectual effort. Long preparation cycles can lead to fatigue, boredom, and loss of motivation. To sustain commitment, candidates should incorporate short mental refreshers—brief walks, stretching, or meditation—to restore concentration. The ACD301 framework recognizes rest as a critical variable in system efficiency; downtime is not wasted time but a regenerative phase that enhances long-term productivity. Maintaining a rhythm of study and rest ensures consistent cognitive performance without burnout.
Self-assessment forms another cornerstone of disciplined preparation. Periodic evaluation of knowledge helps identify weak areas early, allowing timely intervention. Candidates should not fear discovering gaps in understanding; instead, they should view them as guideposts for targeted improvement. The ACD301 approach encourages analytical self-auditing—a process where individuals examine their own performance metrics, identify root causes of deficiencies, and implement corrective actions. This self-directed accountability nurtures maturity and precision in both study and professional practice.
To strengthen focus, digital distractions must be minimized. Social media notifications, instant messaging, and online interruptions fragment attention and undermine concentration. Candidates should establish digital boundaries during study hours, such as silencing notifications or using applications that block distractions. The ACD301 model’s emphasis on process control applies aptly here: maintaining stability by eliminating sources of variation that interfere with desired outcomes. A controlled mental environment amplifies learning efficiency and quality of thought.
A disciplined study routine also thrives on intrinsic motivation rather than external pressure. Candidates who genuinely enjoy learning about quality principles, statistical reasoning, and process optimization find the journey intellectually rewarding. Passion transforms discipline into habit. The ACD301 methodology correlates intrinsic motivation with sustained performance—systems driven by internal energy operate with greater reliability than those propelled by external force. Cultivating curiosity and pride in mastery transforms preparation into an engaging experience rather than a burdensome task.
Documentation enhances discipline by providing tangible evidence of progress. Keeping a study journal or digital tracker helps monitor hours studied, topics completed, and performance improvements. Visual records of progress reinforce motivation and identify patterns in productivity. This documentation practice mirrors the CQE’s own emphasis on record management and process traceability. The ACD301 framework extends this to personal development—measurement drives improvement, and improvement sustains momentum.
Study discipline is not static; it evolves as understanding deepens. In the early stages, the focus may be on acquiring foundational knowledge. As the exam approaches, the emphasis shifts toward refinement, synthesis, and speed. This evolution requires adaptability. The ACD301 system values this dynamic learning cycle—planning, execution, evaluation, and recalibration. The willingness to evolve strategies based on results demonstrates maturity and self-awareness, both of which are qualities essential to a Certified Quality Engineer.
Equally important is developing emotional discipline. Anxiety and self-doubt can undermine performance even in well-prepared candidates. Emotional discipline involves maintaining calm under uncertainty and confidence in one’s preparation. Visualization techniques, positive affirmations, and breathing exercises can help maintain composure during study sessions and the actual exam. The ACD301 philosophy integrates emotional intelligence into analytical performance, recognizing that clarity of thought emerges from emotional stability.
Sustaining discipline requires community support. Engaging with peers, mentors, or professional groups can provide motivation, accountability, and encouragement. Sharing experiences, discussing concepts, and exchanging advice creates a sense of shared purpose. Collaboration turns solitary preparation into a collective learning ecosystem. The ACD301 framework recognizes collaboration as an amplifier of performance—individual discipline strengthened by collective synergy leads to optimal outcomes.
As candidates near the final phase of preparation, discipline shifts from learning to consolidation. The last few weeks should focus on refining time management during mock exams, memorizing critical formulas, and reinforcing conceptual clarity. The goal is not to learn new material but to stabilize what is already known. The ACD301 analytical system describes this as the stabilization phase of process control—once variability is minimized, the system is maintained in equilibrium. Similarly, maintaining intellectual balance before the exam ensures steady performance on test day.
Developing a strategic study discipline for the CQE certification is a journey of self-regulation, persistence, and adaptability. It transforms an aspirant into a professional capable of sustained focus and continuous improvement—qualities that define the essence of quality engineering itself. Through the ACD301 perspective, preparation becomes more than academic; it becomes a personal evolution in precision, perseverance, and purpose. Those who embody these principles emerge not only as certified professionals but as disciplined thinkers equipped to elevate the standards of quality across every domain they touch.
Strategic Study Framework for CQE Certification Success (ACD301)
Achieving the Certified Quality Engineer credential demands a focused approach, unwavering dedication, and an intelligently structured plan. The ACD301 framework, often referenced in advanced preparation strategies, represents a methodology of consistent improvement, adaptive learning, and disciplined study routines. To pass the CQE exam, a candidate must merge knowledge of theoretical principles with the ability to interpret complex scenarios in quality control, process management, and system evaluation. This part explores how to craft a strategic study structure that enhances comprehension, retention, and performance across all domains of the Body of Knowledge.
A structured study plan forms the foundation of any successful CQE certification journey. The first step is to perform an initial self-assessment based on the CQE Body of Knowledge to identify areas of weakness. This honest evaluation provides clarity on which topics require greater attention. Many candidates fail not due to a lack of understanding but due to poor planning and disproportionate time allocation. Building a realistic study schedule helps to distribute focus equally across all subjects, including quality management systems, statistical analysis, product design, and reliability engineering. By setting specific goals each week, candidates create accountability and measurable progress checkpoints that align with the broader preparation timeline.
Time management becomes a decisive factor during preparation. Candidates often underestimate the vastness of the CQE content. The ACD301 method advocates dividing study sessions into manageable segments—commonly referred to as micro-study intervals. Short, intensive study blocks with breaks in between have proven more effective than prolonged sessions of passive reading. This approach enhances cognitive engagement and prevents burnout. The process should include daily reviews of core concepts, weekly assessments of progress, and monthly full-length mock exams to evaluate readiness. Recording the results of these assessments allows for a data-driven approach to preparation, mirroring the analytical mindset that quality engineers are expected to adopt professionally.
Equally important is mastering the ability to interpret questions accurately during the CQE exam. Many test items are designed to assess not only memory but also analytical reasoning and situational judgment. Candidates must learn to identify keywords, eliminate distractors, and prioritize logic over intuition. Practicing with official question banks and simulated exams helps refine this skill. It is not enough to memorize formulas; understanding when and how to apply them is crucial. Candidates should work through sample problems methodically, documenting the reasoning behind each step. This builds mental discipline and ensures consistency under pressure.
Another critical element of preparation involves integrating real-world applications into study sessions. The CQE exam tests knowledge in practical contexts—evaluating how theoretical understanding translates into operational efficiency. Learners are encouraged to relate every concept to a tangible scenario, such as defect analysis in production, cost-benefit evaluation in process optimization, or human factor considerations in quality improvement initiatives. By connecting theory with professional practice, the information becomes deeply internalized, and recall improves during the examination.
Group collaboration enhances preparation significantly. Engaging with peers who are also preparing for the CQE exam creates a shared learning environment where complex ideas can be debated and clarified. Study groups following the ACD301 strategy focus on exchanging problem-solving techniques and reinforcing conceptual understanding through discussion. Teaching others a topic you have learned is one of the most effective ways to strengthen retention. These interactions also cultivate analytical thinking and expose participants to alternative perspectives on quality engineering methodologies.
Resource selection plays an equally influential role. While the ASQ CQE Handbook remains the primary reference, supplementing it with updated academic literature, technical journals, and professional case studies broadens comprehension. Reading about emerging technologies and modern quality control methods aligns your preparation with the evolving industry landscape. Candidates should remain cautious about relying solely on online summaries or quick guides. Comprehensive study materials ensure accuracy and depth—two indispensable traits for anyone aspiring to hold the CQE title.
Revision and repetition solidify long-term retention. Information studied only once tends to fade quickly. The ACD301 principle encourages cyclic review—revisiting previously studied topics at regular intervals to reinforce understanding. For example, after completing a section on process improvement, revisiting earlier topics like data analysis or sampling methods strengthens cross-topic integration. Creating summary notes, flashcards, or concept maps helps in this repetition cycle, making the review process more engaging and visually structured.
Mindset forms the invisible backbone of effective preparation. Beyond mastering technical content, the candidate must cultivate emotional stability and confidence. Anxiety and self-doubt often impair decision-making during the actual exam. Following a structured schedule reduces uncertainty, while consistent practice builds assurance. Techniques such as visualization—imagining yourself calmly answering questions—or mindfulness exercises can maintain mental clarity. Physical well-being complements cognitive readiness; maintaining regular sleep, hydration, and exercise routines supports concentration and memory function.
Mock exams deserve special emphasis in the CQE preparation cycle. They not only simulate real test conditions but also help in developing time management skills. Candidates must learn to balance speed and accuracy under time constraints. After each practice test, analyzing incorrect answers provides invaluable feedback. Instead of passively reviewing the correct answers, it is essential to understand the underlying logic of each question. This reflective practice transforms weaknesses into learning opportunities and gradually eliminates recurring errors.
As the final stage of preparation approaches, the study plan should transition from learning new material to reinforcing key principles. Focus should shift toward high-impact areas frequently tested in previous CQE exams. Candidates should also review statistical formulas, quality tools, and measurement systems analysis techniques intensively. The ACD301 approach recommends performing a final, comprehensive review one week before the exam, followed by light study sessions focusing on mental relaxation and conceptual recall. This ensures that knowledge is both accessible and adaptable when facing the unpredictable nature of exam questions.
In essence, preparing for the CQE certification under the ACD301 methodology demands a disciplined blend of planning, analysis, application, and reflection. Candidates who maintain a balance between structured study and adaptive learning develop the intellectual flexibility necessary to excel. Quality engineering is not merely about memorizing standards—it is about applying principles to solve complex problems efficiently. Those who internalize this philosophy during preparation will not only succeed in the exam but also evolve into more competent and strategic professionals in their field.
Analytical Mastery and Applied Knowledge for CQE Exam Excellence (ACD301)
The Certified Quality Engineer certification represents far more than an academic milestone; it is an affirmation of analytical precision, disciplined methodology, and comprehensive understanding of quality systems. To earn this recognition, candidates must approach the examination process not merely as a test of memory but as an evaluation of applied intelligence and structured reasoning. The ACD301 preparation approach underscores the idea that analytical mastery forms the nucleus of CQE success, transforming theoretical insights into operational excellence. This part delves into the art of cultivating analytical strength and applying knowledge systematically to surpass the exam expectations.
Analytical thinking is at the core of every effective quality engineering decision. In preparation for the CQE exam, candidates must train themselves to interpret data patterns, identify anomalies, and derive logical conclusions from complex datasets. The exam’s statistical sections test this capability rigorously. Candidates who invest time in understanding the underlying logic of statistical tools rather than simply memorizing formulas develop a more versatile command over problem-solving. For instance, rather than recalling standard deviation as a formula, understanding its conceptual role in measuring variation creates flexibility in applying it to diverse problems during the exam. This shift from rote learning to conceptual comprehension embodies the essence of analytical mastery advocated by the ACD301 framework.
Real-world application further strengthens theoretical knowledge. The CQE exam tests not only what a candidate knows but also how that knowledge is used in authentic scenarios. Candidates should constantly bridge their learning with workplace experiences—evaluating case studies, analyzing process data, and observing how quality management principles unfold in operational environments. Practical exposure transforms abstract ideas into tangible insights. A candidate working in manufacturing, for example, can relate process capability indices to production tolerances and defect management. Similarly, a service professional can apply process mapping principles to improve customer satisfaction. This integration of real-life application deepens comprehension and ensures that knowledge is retrievable when facing scenario-based exam questions.
Critical reasoning, a central element of the CQE exam, involves evaluating problems through structured logic. Candidates often face questions that test judgment in choosing the most suitable method or corrective action. Developing this reasoning ability requires consistent engagement with practice problems that emphasize decision-making rather than recall. The ACD301 strategy recommends deconstructing each question into components—identifying assumptions, analyzing data relevance, and evaluating the probable outcome of each choice. Over time, this process cultivates mental discipline, enabling candidates to make decisions with both accuracy and speed. When this analytical reflex becomes instinctive, it enhances not only exam performance but also professional problem-solving aptitude.
The mastery of measurement systems analysis (MSA) provides another key dimension to analytical preparation. Candidates must understand how measurement variability affects quality outcomes. Learning to distinguish between precision and accuracy, repeatability and reproducibility, and the sources of measurement error ensures competence in interpreting inspection results. Hands-on exercises, such as analyzing gauge R&R studies, reinforce this understanding. These topics frequently appear in the CQE exam because they reflect practical challenges faced by quality professionals. Building fluency in these areas enables candidates to answer complex questions confidently and apply these principles effectively in their professional roles.
Process improvement tools also require a deep understanding and contextual application. Techniques such as control charts, design of experiments, failure mode and effects analysis, and root cause analysis demand analytical rigor. The ACD301 study framework promotes learning these tools not in isolation but as interdependent elements of a continuous improvement ecosystem. Each method complements the other, and recognizing this synergy enhances both exam readiness and real-world competence. Candidates who approach these topics with a systems-thinking mindset will find themselves better equipped to handle integrated, cross-functional questions during the exam.
Continuous assessment through mock exams remains the most effective way to gauge analytical readiness. Full-length practice tests simulate the actual exam environment, forcing candidates to apply reasoning under timed conditions. Each mock exam should be followed by a detailed analysis of errors. Instead of merely reviewing correct answers, candidates should categorize their mistakes—distinguishing between conceptual gaps, misinterpretation of questions, or simple calculation errors. This introspective process aligns perfectly with the ACD301 philosophy of continuous improvement. Through this feedback-driven refinement, weaknesses gradually evolve into strengths, leading to measurable progress in analytical consistency.
Visualization and diagrammatic representation of concepts can also strengthen analytical capabilities. Quality engineers frequently use process maps, fishbone diagrams, and Pareto charts to analyze issues. Incorporating these visualization methods into exam preparation enhances retention and accelerates comprehension. When faced with data-heavy questions, mentally visualizing the structure of a process or the distribution of data can make complex problems more approachable. Moreover, visualization techniques aid in simplifying large volumes of information, a skill that is particularly valuable in lengthy multiple-choice exams such as the CQE.
Self-discipline remains an inseparable aspect of analytical mastery. Developing the ability to think critically requires patience and repetition. The ACD301 methodology emphasizes progressive refinement—returning to challenging topics after gaining clarity from other sections. For example, a candidate struggling with hypothesis testing may revisit the topic after studying control charts or process capability, recognizing the interconnections that were previously overlooked. This recursive learning pattern deepens understanding and prevents superficial knowledge. It also encourages intellectual curiosity, motivating the learner to explore advanced references beyond the official study material.
Confidence is the natural outcome of analytical preparedness. Candidates who have invested time in understanding, not just memorizing, enter the exam hall with assurance. The CQE exam demands agility in thinking and adaptability in applying learned principles to unfamiliar contexts. A confident candidate can interpret ambiguous questions with clarity, make logical assumptions, and arrive at reasoned answers without second-guessing. This composure directly influences performance. Maintaining a calm, analytical mindset under pressure distinguishes successful candidates from those overwhelmed by the exam’s intensity.
The cultivation of analytical mastery extends beyond certification. The CQE credential signifies a lifelong commitment to quality improvement and evidence-based decision-making. Candidates who adopt the ACD301 framework evolve into professionals who think strategically, analyze systematically, and lead effectively. This transformation transcends the exam, influencing workplace culture and contributing to organizational excellence. The journey of preparing for the CQE exam thus becomes a process of intellectual evolution—a transition from knowledge acquisition to analytical empowerment. Through consistent application, reflection, and refinement, the candidate not only earns certification but also embodies the principles of a true Certified Quality Engineer.
Achieving CQE Certification Excellence and Career Advancement (ACD301)
Reaching the final phase of the Certified Quality Engineer preparation journey under the ACD301 framework signifies more than exam readiness—it represents the transition from a diligent learner to a strategically minded professional. This part encapsulates how candidates can translate their disciplined preparation into exceptional exam performance and use the CQE certification as a catalyst for continuous professional growth. Attaining the CQE credential is not simply about passing an exam; it’s about mastering a body of knowledge that shapes your mindset, defines your analytical abilities, and sets a foundation for future achievements in the domain of quality engineering.
In the final stretch before the examination, candidates must focus on synthesizing their learning into a cohesive understanding. The CQE exam assesses how well a candidate can integrate concepts rather than recite them. For example, questions might merge elements of quality management, reliability analysis, and statistical process control into a single scenario. The ability to perceive interconnections among these disciplines demonstrates true mastery. The ACD301 approach encourages candidates to adopt an integrated mindset, seeing the Body of Knowledge as an interconnected system rather than a collection of isolated topics. This mental framework allows for deeper comprehension and agile reasoning during the test.
In the days leading up to the exam, revision should be methodical rather than frantic. Instead of cramming new material, candidates should review key notes, analyze frequently tested topics, and practice sample questions selectively. The ACD301 methodology stresses the importance of calm consistency over last-minute panic. Reviewing complex concepts in small intervals helps reinforce neural patterns associated with long-term retention. Revisiting essential formulas, cause-and-effect relationships, and process improvement models under relaxed conditions improves recall efficiency. Maintaining mental balance during this phase is as important as intellectual readiness.
The exam day itself demands precision, patience, and self-control. Candidates should begin with a composed mindset, understanding that the CQE exam is designed to assess both analytical reasoning and emotional stability. Reading each question thoroughly before answering prevents misinterpretation—a common pitfall that arises from haste or anxiety. The ACD301 philosophy teaches that measured deliberation always yields better outcomes than impulsive decision-making. When faced with complex problems, visualizing data patterns or mapping processes mentally helps in identifying the most logical answer. If uncertainty persists, eliminating clearly incorrect options first narrows the field of choices and increases the probability of success.
Time management plays a decisive role in exam performance. Candidates must strike a balance between accuracy and speed. Spending excessive time on a single difficult question can disrupt rhythm and reduce focus for subsequent sections. The ACD301 method suggests allocating a fixed time per question and marking uncertain ones for review later. This tactical pacing ensures full exam coverage while preventing fatigue. As the exam progresses, maintaining focus on the current question without dwelling on previous mistakes is crucial. Each new problem deserves fresh attention, unburdened by earlier uncertainty. This mental discipline reflects the mindset of a true quality professional—one who learns from the past but stays focused on continuous improvement.
Once the exam concludes, the journey does not end. Whether the candidate passes on the first attempt or not, reflection remains vital. Evaluating the preparation process, identifying what worked effectively, and understanding areas of difficulty establishes a foundation for further growth. Those who pass should not consider certification as a final achievement but as a stepping stone toward advanced professional goals. Continuous engagement with quality literature, attending seminars, and contributing to ASQ communities keeps the professional spirit alive. The ACD301 framework reinforces the principle of perpetual learning, urging certified professionals to evolve alongside technological and methodological advancements in quality engineering.
The CQE certification opens numerous avenues for career advancement. Employers recognize it as a mark of analytical capability, process-oriented thinking, and leadership potential. Professionals who hold this certification often transition into roles involving process optimization, quality assurance leadership, and operational strategy. They become key contributors to projects focused on reducing waste, improving productivity, and ensuring regulatory compliance. In competitive industries, the CQE title provides credibility and sets individuals apart as trusted authorities in quality management. This recognition also extends globally, as ASQ certifications are valued across diverse sectors and geographical regions.
Moreover, the analytical habits developed through CQE preparation carry over into everyday professional practice. Certified Quality Engineers are expected to make data-driven decisions, communicate technical findings effectively, and design systems that enhance consistency and reliability. The mental discipline, systematic reasoning, and structured approach cultivated through ACD301 preparation naturally translate into improved workplace performance. The ability to assess risks, identify process inefficiencies, and implement corrective actions becomes second nature. Over time, these attributes contribute not only to personal success but also to organizational advancement and sustainability.
Quality engineering is a profession rooted in continuous improvement, and the CQE certification embodies that spirit. Even after earning the credential, professionals should revisit the Body of Knowledge periodically to remain aligned with industry trends. New technologies, evolving standards, and innovative methodologies demand adaptability. The ACD301 framework emphasizes this adaptability as a defining characteristic of excellence. Remaining intellectually curious ensures that the CQE title remains not just a symbol of past achievement but a commitment to ongoing professional evolution.
The global recognition of CQE certification also offers networking opportunities and exposure to a community of like-minded professionals. Participating in conferences, contributing to research discussions, or mentoring upcoming candidates enriches professional experience. These interactions encourage knowledge exchange and foster collaboration across industries. The ACD301 model promotes engagement within such professional ecosystems as a way to sustain enthusiasm and inspire innovation. Through mentorship and collaboration, certified engineers extend the impact of their knowledge, ensuring that quality principles continue to shape industries worldwide.
A Certified Quality Engineer must not only understand concepts but also apply structured problem-solving methods to real-world scenarios. The CQE exam evaluates this ability through questions that require reasoning, analysis, and practical insight rather than simple memorization. Mastering problem-solving techniques is, therefore, essential for both exam success and professional growth. Within the ACD301 preparation framework, candidates learn to approach problems methodically, assess variables critically, and implement solutions effectively. This part focuses on developing a systematic approach to problem-solving that aligns with the principles of quality engineering.
The foundation of effective problem-solving lies in correctly defining the problem. Many candidates make the mistake of jumping into calculations or selecting solutions before understanding the core issue. A disciplined approach begins with observation, data collection, and precise problem statement formulation. In CQE scenarios, this may involve identifying process deviations, quality defects, or measurement inconsistencies. Using the ACD301 mindset, candidates learn to differentiate symptoms from root causes. This analytical clarity ensures that subsequent solutions address the underlying issue rather than superficial manifestations, a skill that is invaluable both in exams and workplace applications.
Once the problem is clearly defined, the next step involves analyzing data systematically. Statistical tools play a pivotal role in this stage. Quality engineers leverage control charts, histograms, Pareto analysis, and process capability indices to identify patterns and trends. The ACD301 framework emphasizes not just familiarity with these tools but the ability to interpret results critically. For example, a variation in a control chart may indicate an assignable cause rather than random fluctuation, and recognizing this distinction guides the choice of corrective action. By practicing diverse problem scenarios, candidates refine their ability to discern subtle signals within complex data sets, enhancing both analytical skill and decision-making accuracy.
Generating potential solutions requires creativity and practical judgment. In CQE preparation, candidates should consider multiple alternatives for addressing process issues or quality gaps. Lean principles, Six Sigma methodologies, and total quality management strategies offer frameworks for solution development. However, selecting the most appropriate intervention requires understanding context, cost, feasibility, and potential impact. The ACD301 approach teaches candidates to weigh these factors systematically, ensuring that solutions are not only effective but sustainable. This evaluative thinking mirrors real-world decision-making, where engineers must balance technical precision with operational constraints.
Implementation planning is another critical component of problem-solving. Candidates must understand how corrective and preventive actions can be applied in real scenarios. In the CQE exam, situational questions often test the ability to design an implementation plan that includes monitoring, verification, and follow-up. The ACD301 methodology encourages breaking down plans into actionable steps, establishing metrics for success, and ensuring accountability. For example, after identifying a root cause of product defects, a candidate may need to design process changes, define control measures, and schedule verification checks. Practicing such exercises strengthens comprehension and provides confidence in handling integrated questions during the exam.
Verification and feedback are essential to ensure that implemented solutions achieve intended outcomes. In preparation for the CQE exam, candidates should simulate verification through hypothetical case studies or past problem sets. Evaluating whether a process improvement meets quality standards, reduces variation, or increases efficiency reinforces understanding of practical application. The ACD301 framework emphasizes iterative improvement—solutions should be tested, measured, and refined rather than considered final upon initial execution. This iterative mindset ensures that candidates develop a holistic view of problem-solving that goes beyond theoretical knowledge.
Risk assessment and prioritization form another dimension of problem-solving mastery. In both the CQE exam and professional practice, multiple issues may arise simultaneously, requiring prioritization based on impact and likelihood. Techniques such as Failure Mode and Effects Analysis (FMEA) allow candidates to quantify risks, assign severity scores, and implement preventive measures. The ACD301 approach underscores systematic prioritization: addressing high-impact, high-likelihood problems first maximizes resource efficiency and improves overall process quality. Training with these risk assessment exercises enhances the candidate’s ability to make strategic choices quickly and accurately.
Communication of solutions is often overlooked but is critical for success. Quality engineers must convey findings, action plans, and results to management, cross-functional teams, and stakeholders. In the context of CQE exam scenarios, questions may involve explaining the rationale for selected solutions or describing the implementation process. Practicing clear and concise articulation ensures that candidates can express complex ideas effectively. The ACD301 framework highlights the importance of documentation and communication in reinforcing analytical rigor and establishing credibility.
Practical exercises that integrate multiple problem-solving steps are highly effective in reinforcing mastery. Candidates can work through case studies that encompass problem definition, data analysis, solution generation, implementation planning, and verification. This holistic approach mirrors the process workflow of a quality engineer and prepares aspirants for multi-faceted questions on the exam. It also instills confidence, as candidates experience the logical progression of problem-solving from start to finish, minimizing the chance of being overwhelmed by complex scenarios.
Analytical reflection further enhances problem-solving ability. After completing exercises or mock exams, candidates should review the sequence of decisions, examine alternative approaches, and consider what could have been improved. This reflective practice develops a critical mindset, allowing engineers to learn from both successes and mistakes. The ACD301 philosophy emphasizes this cycle of analysis, feedback, and refinement as a key driver of continuous improvement. Candidates who adopt this habit not only prepare effectively for the exam but also cultivate skills that elevate their professional practice.
Simulation of high-pressure problem-solving scenarios also strengthens readiness. Time constraints in the CQE exam can create stress, which may affect reasoning. Practicing timed exercises, analyzing complex data, and generating solutions under simulated conditions trains the mind to operate efficiently under pressure. The ACD301 approach recognizes stress management as part of professional competency. By combining analytical skill with time-awareness and composure, candidates enhance performance consistency in the exam and real-world applications.
The integration of cross-disciplinary knowledge is vital. Quality engineering problems often span multiple domains—statistical analysis, design control, process improvement, and management systems. Candidates must be adept at applying principles from different areas simultaneously. For example, resolving a reliability issue might require knowledge of probability distributions, testing methods, and preventive maintenance strategies. The ACD301 framework emphasizes interconnected thinking, encouraging candidates to see relationships across topics rather than treating them as isolated silos. This integrated approach is essential for tackling comprehensive questions that reflect real operational challenges.
Mastering problem-solving for the CQE exam builds intellectual resilience. Candidates develop the ability to approach uncertainty with structured reasoning, evaluate alternatives with evidence, and implement solutions with confidence. This mindset transcends the exam, equipping professionals to address complex quality issues in any industry. By combining analytical thinking, structured methodology, and reflective practice, candidates embody the qualities expected of a Certified Quality Engineer. The ACD301 preparation philosophy ensures that every problem is an opportunity to enhance judgment, reinforce skills, and demonstrate mastery.
The journey to CQE excellence is therefore not merely academic; it is the cultivation of a systematic, analytical, and reflective professional identity. Those who internalize these problem-solving techniques emerge as capable engineers, ready to contribute meaningfully to quality improvement initiatives, process optimization, and organizational excellence. By embedding ACD301 principles into preparation, candidates transform knowledge into applied competence, positioning themselves for sustained success in the field of quality engineering.
The journey to achieving the CQE certification through the ACD301 framework is a transformative experience that extends beyond passing an examination. It instills analytical precision, structured reasoning, and lifelong learning habits that define excellence in quality engineering. Success lies not only in mastering statistical tools and process methodologies but in developing the mindset of continuous improvement and professional integrity. The CQE credential becomes both a validation of capability and a commitment to ongoing growth. By internalizing these principles, professionals not only advance their own careers but also elevate the standards of quality within their organizations and industries. The ACD301 approach, with its emphasis on preparation, reflection, and applied mastery, ensures that every Certified Quality Engineer embodies the core mission of quality—perpetual progress driven by knowledge, discipline, and purpose.
Go to testing centre with ease on our mind when you use ASQ CQE vce exam dumps, practice test questions and answers. ASQ CQE Certified Quality Engineer certification practice test questions and answers, study guide, exam dumps and video training course in vce format to help you study with ease. Prepare with confidence and study using ASQ CQE exam dumps & practice test questions and answers vce from ExamCollection.
Purchase Individually

ASQ CQE Video Course

Site Search:

SPECIAL OFFER: GET 10% OFF

Pass your Exam with ExamCollection's PREMIUM files!
SPECIAL OFFER: GET 10% OFF
Use Discount Code:
MIN10OFF
A confirmation link was sent to your e-mail.
Please check your mailbox for a message from support@examcollection.com and follow the directions.

Download Free Demo of VCE Exam Simulator
Experience Avanset VCE Exam Simulator for yourself.
Simply submit your e-mail address below to get started with our interactive software demo of your free trial.